21 May Conveyor Systems: An In-Depth Look at 10 Types & Their Uses
Conveyor systems are the lifeblood of many industrial operations, streamlining everything from packaging to bulk material handling. But with so many types and configurations available, how do you know which system suits your workflow?
This guide breaks down 10 conveyor system types, including those offered by SJEC, and how they’re commonly used across industries like manufacturing, logistics, food processing, and construction.
1. Belt conveyor

Simple and reliable, belt conveyors are well-suited for moving goods across long, horizontal distances.
Belt conveyors are one of the most common and versatile conveyor systems, thanks to their simplicity, reliability, and adaptability. They use a continuous belt that is looped over rollers or pulleys to transport materials across horizontal or gently inclined paths.
With minimal mechanical complexity, belt conveyors are energy-efficient over long distances and easy to maintain.
Best for: Light to medium-weight materials, long-distance horizontal material movement
Common in: Packaging lines, warehouses, and aggregate handling
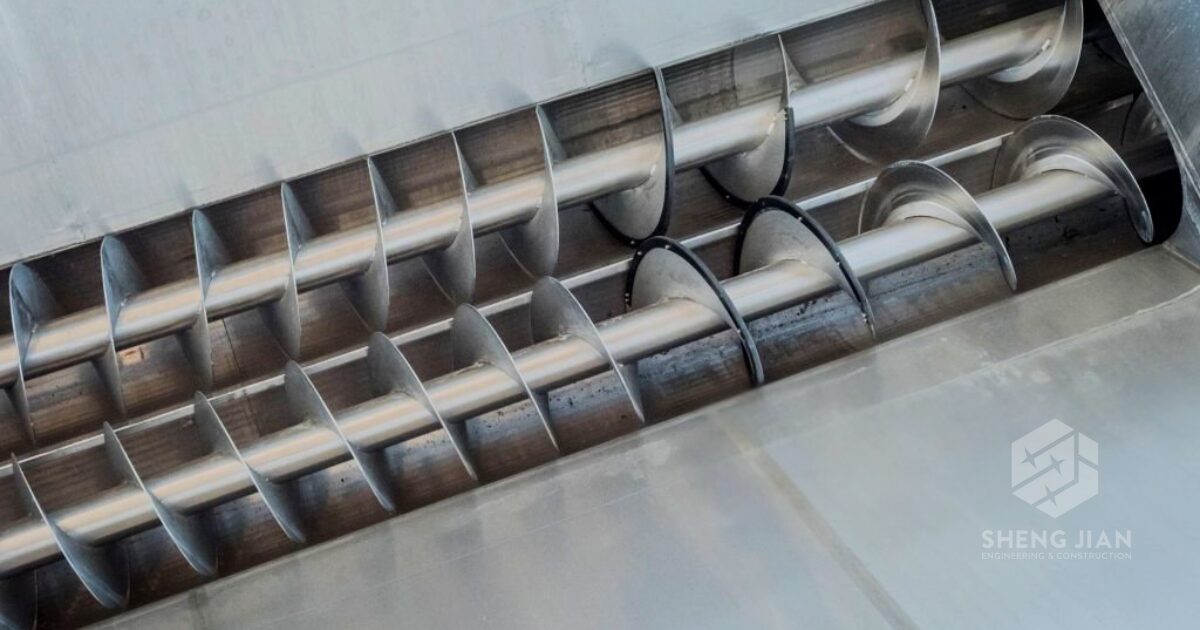
2. Screw conveyor (auger conveyor)

Screw conveyors use an enclosed, rotating screw blade (auger) to move granular materials from one point to another.
A screw conveyor, also known as an auger conveyor, moves materials using a rotating helical screw blade inside a tube or trough. As the screw turns, it pushes the contents forward in a controlled and enclosed flow—ideal for powdery, semi-solid, or sticky materials.
With its sealed design that can be oriented horizontally, vertically, or at an incline, screw conveyors offer a clean, contained way to transport even difficult materials.
Best for: Fine powders, sludges, granular feed, and food waste
Common in: Agriculture, wastewater treatment, chemical plants, and food processing lines
3. Bucket elevator

Bucket elevators use buckets to scoop up material. Ideal for vertical transport.
A bucket elevator transports materials using buckets attached to a moving belt or chain. These buckets scoop up material at the bottom, carry it vertically, and discharge it at the top via centrifugal or gravity-based mechanisms.
They are compact and effective for high-lift applications, enabling facilities to lift bulk solids efficiently while saving floor space.
Best for: Vertical transport of dry bulk material like grain, cement, plastic pellets, and powdered chemicals
Common in: Fertiliser production, feed mills, cement plants, and packaging systems
4. Stainless steel conveyor
Stainless steel conveyors use corrosion-resistant components, ideal for hygiene-focused environments.
Stainless steel conveyors are purpose-built for hygiene-sensitive and corrosive environments, and contain stainless steel components that ensure resistance to oxidation, moisture, and cleaning chemicals.
Typically designed with smooth and easy-to-clean surfaces, this conveyor system is often used where washdowns or stringent sanitation protocols are required.
Best for: Hygienic transport of food, pharmaceuticals, and cosmetics
Common in: Food, beverage, and pharmaceutical industries
5. Pneumatic conveyor

Pneumatic conveyors use air pressure to move materials through enclosed pipelines.
Pneumatic conveyors use air pressure or vacuum to move bulk materials through enclosed pipelines. They are ideal for moving dry bulk materials over longer distances without spillage, and are especially beneficial in facilities that require cleanliness.
Pneumatic conveyors can be customised for dilute or dense phase transfer depending on material density and desired flow rates.
Best for: Powdered chemicals, flour, sugar, plastic granules
Common in: Pharmaceutical, plastics, F&B manufacturing
6. Swan neck conveyor

Swan neck conveyors move goods from one level to another, featuring a design resembling a swan’s neck.
Also known as Z or L-shaped conveyors, swan neck conveyors feature a horizontal-incline-horizontal design to transport materials from a lower to a higher elevation.
They are often equipped with cleated belts or modular plastic links to securely carry items upwards without slippage, and are space-saving and effective for feeding systems.
Best for: Moving goods between height levels in tight layouts
Common in: Packaging, food handling, and sorting lines.
7. Vibrating conveyor

Vibrating conveyors use vibrations to move material from one point to another.
Instead of belts or screws, vibrating conveyors use linear vibration to move material along a trough. This conveyor system is particularly useful for fragile, hot, or sticky products.
Vibrating conveyors can be finely tuned for feed rate and material sensitivity, and their gentle handling reduces degradation of materials like glass or food items. They are often used together with pan feeders for material handling.
Best for: Delicate items, moist or sticky powders, and irregular material flow
Common in: Food processing, foundries, biomass plants, and recycling facilities
8. Overhead conveyor

Overhead conveyors move materials by way of a ceiling-mounted track.
Overhead conveyors suspend and move materials via a ceiling-mounted track without using floor space. These conveyor systems are typically chain- or cable-driven and can navigate curves, inclines, or different workstations.
They’re ideal for transporting irregular or large items that need to move through painting, drying, or assembly processes, while also contributing to a more organised production floor.
Best for: Lightweight to midweight parts requiring overhead clearance
Common in: Automotive assembly, garment handling, finishing/painting lines
9. Chain conveyor (drag conveyor)

Chain conveyors use chains to drag heavy-duty materials from one point to another.
Chain conveyors, also called drag conveyors, move bulk materials using hardened chains that drag items along a trough. They are designed for high-load, slow-speed transport and are built to handle abrasive or heavy-duty materials.
Because of their enclosed design and robust construction, chain conveyors are suitable for harsh environments, especially in dusty or high-temperature conditions.
Best for: Dense, abrasive, or high-volume materials
Common in: Mining, cement, biomass, and power generation industries
10. Rotary valve (as a metering feeder)

Rotary valves are a core component in material handling and movement.
While not a traditional conveyor, rotary valves control the flow of material from hoppers or silos into pneumatic conveying lines.
Their precision enables consistent feeding of materials while maintaining airlock pressure in conveying systems. Available in various rotor designs and sealing options, rotary valves are key to metered and dust-tight discharge.
Best for: Volumetric feeding of fine powders or granules
Common in: Chemical, plastic, and milling industries
Closing thoughts
Understanding the different types of conveyor systems is essential for choosing the right fit for your facility. Whether it’s screw and belt conveyors or even bucket elevators, each type brings its advantages depending on the material, space, and purpose.
Looking for a conveyor system in Malaysia tailored to your production needs? SJEC designs and delivers complete bulk material handling systems that meet the demands of diverse industries all under one roof.
Get in touch with us to explore a conveyor solution that keeps your materials moving and your business growing today.
FAQ
What is the most common conveyor system?
Belt conveyors are the most widely used due to their versatility, low cost, and ability to move various materials across long distances. It’s commonly used in manufacturing, warehousing, packaging, and bulk material transport.
What is the difference between a chain and a belt conveyor?
Belt conveyors move lighter items using a flexible belt, while chain conveyors use metal chains to handle heavier, more rugged loads, often in automotive or heavy industrial applications.
What type of control system does a conveyor use?
Most conveyors use programmable logic controllers (PLCs) or automation systems to manage speed, direction, and flow. Advanced systems may integrate sensors and Internet of Things (IoT) devices for real-time monitoring and efficiency.
How do I choose a conveyor?
Consider your material type, volume, layout, and environment — the right choice depends on whether you need speed, precision, or space-saving design. Our guide to choosing the right conveyor can help you make a more informed decision.